Why consumer electronics teams pick SolidMake
Consumer electronics live and die by EVT-DVT-PVT cycles. Every rework of an injection-molded part is a tooling revision — real money, real weeks. Teams that catch DfM issues late pay for them repeatedly. Teams that catch them early get to market with fewer mold-tool cuts.
SolidMake front-loads DfM. Minimum wall, draft, snap-fit clearance, boss geometry, and assembly order are treated as constraints on the geometry itself — not a checklist someone runs at the end.
Parts we generate
- Handheld device enclosures — phone shells, tablet frames, wearable housings, headphone cups.
- IoT and consumer product housings — smart-speaker shells, thermostat covers, doorbell fronts.
- Snap-fit sub-assemblies — battery covers, lens bezels, port doors.
- Heat-managed housings — laptop chassis with vent geometry, mesh grilles, heatsink fin arrays.
- Retail packaging inserts — molded plastic trays, corrugate-die layouts (as DXF).
Constraints we respect
- Minimum wall, min feature vs. tool radius, and rib-height / thickness ratios for injection molding in common resins (PC, ABS, PC-ABS, PA-GF).
- Draft angles per face (parting line inferred or specified).
- Snap-fit deflection and stress caps, matched to material yield.
- Boss-to-wall and gusset ratios that avoid sink marks.
- Enclosure IP-rating requirements (gasket lands, drainage features).
- EMI/RFI shielding cavity requirements when specified.
A representative workflow
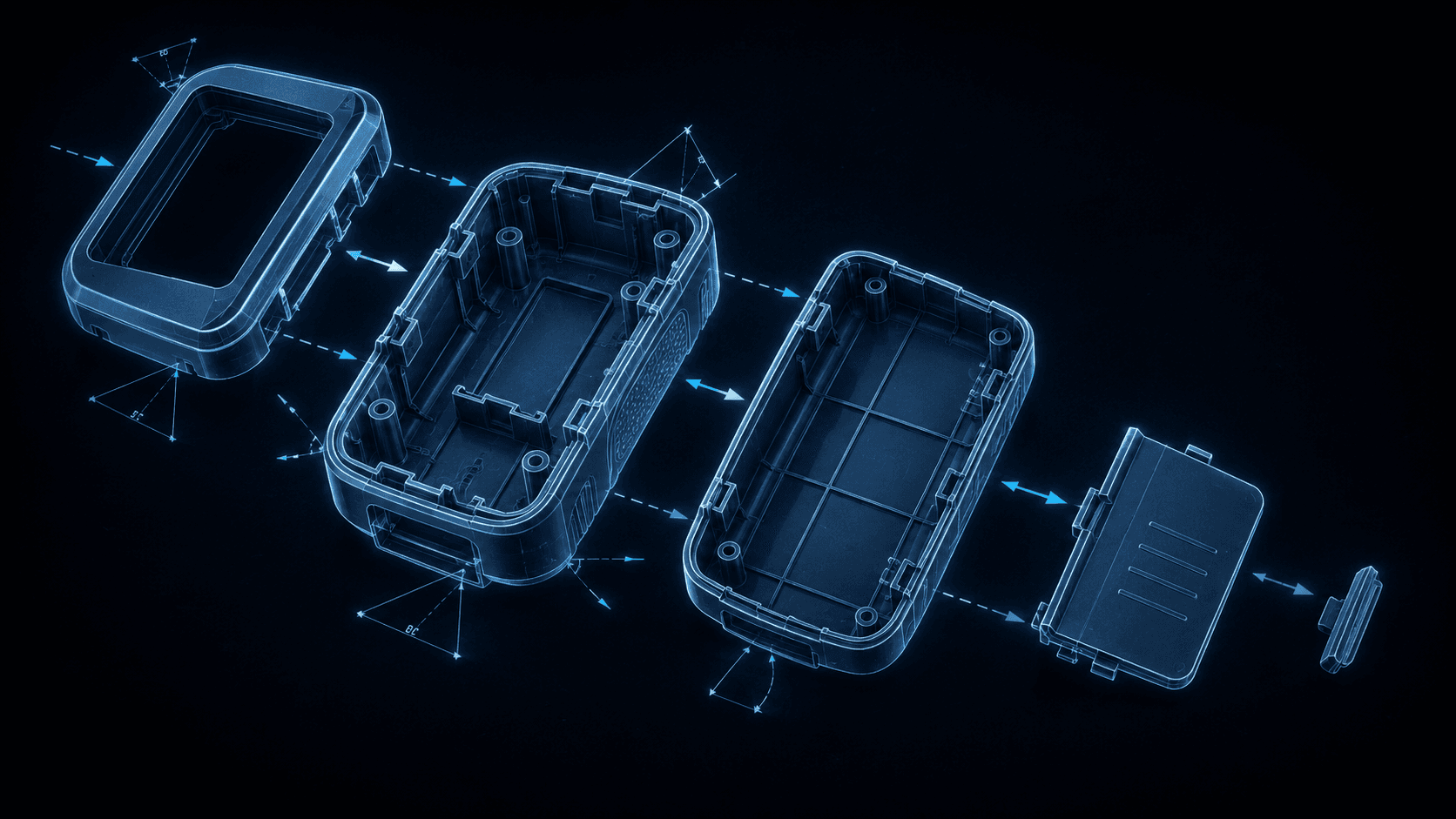
A wearables OEM was failing tolerance checks late in EVT — parts that molded fine in the CAD tool but didn't mold in reality. Their mechanical lead brought SolidMake into the loop at concept phase:
- The team defined DfM constraints once: min wall 0.8 mm, all outer surfaces draft ≥ 1.5°, snap-fit strain ≤ 3%, boss/wall ratio ≤ 0.6.
- SolidMake generated the enclosure family (base, cover, battery door, port plug) with those constraints baked in.
- The molders received parts that molded first time. When a color change required a resin swap, the constraint set updated and the whole family regenerated to match.
Result: EVT rework cycles dropped from 3 to 1. Mold-tool revisions cut by 60%. Two weeks saved per SKU on the critical path to launch.
What you get, ready to use
- STEP AP242 for the mold-flow team.
- Individual parts with parting-line annotation.
- Draft analysis map exported as an overlay on the STEP.
- Named parameters (wall thickness, snap-fit engagement, boss diameter) for direct downstream tuning.